Artifacts in AFM
There are four primary sources of artifacts in AFM: probe (tip), piezo-scanners, feedback parameters and sample surface. However, artifacts can also be introduced during image processing if one is not careful while applying line-leveling and other filters that come with image processing software. Factors such as vibration and acoustic noise, temperature gradients also affect the image quality adversely. Following is a brief account of some of the most commonly observed artifacts in AFM and causative factors leading to them.
1. Line leveling
The AFM images usually contain large background mainly due to the non-linear nature of ceramic piezo-scanners and cross-coupling between these piezos. Among the most common AFM image processing techniques used to subtract background are the data "leveling" techniques. There are, in general, two types of leveling techniques: Line leveling and area leveling. While line leveling feature fits and subtracts functions from the image line-by-line, the area leveling feature fits and subtracts a two-dimensional function from the image. These techniques, if not used carefully, could introduce artifacts in the image. If the scanned surface is flat with few prominent features such as particles relatively much higher than the surrounding surface features, use of line-leveling technique to subtract background often results in shadow-like streaks across particles. These streaks appear along the horizontal or vertical (along x- or y- axis, respectively) or both depending upon how the line-leveling method is applied i.e. along x- or y- axis or both.
Such artifacts can be avoiding by applying line-leveling selectively. This is done by selecting specific regions on the image that must be excluded from the process of determining and subtracting background followed by application of line-leveling. Such regions would include particles or other prominent features on the surface. All of the AFM image processors come with the option of selectively applying line-leveling and area/surface leveling.
Below are a few images that exhibit artifacts induced by applying line-leveling without excluding particles on the surface.
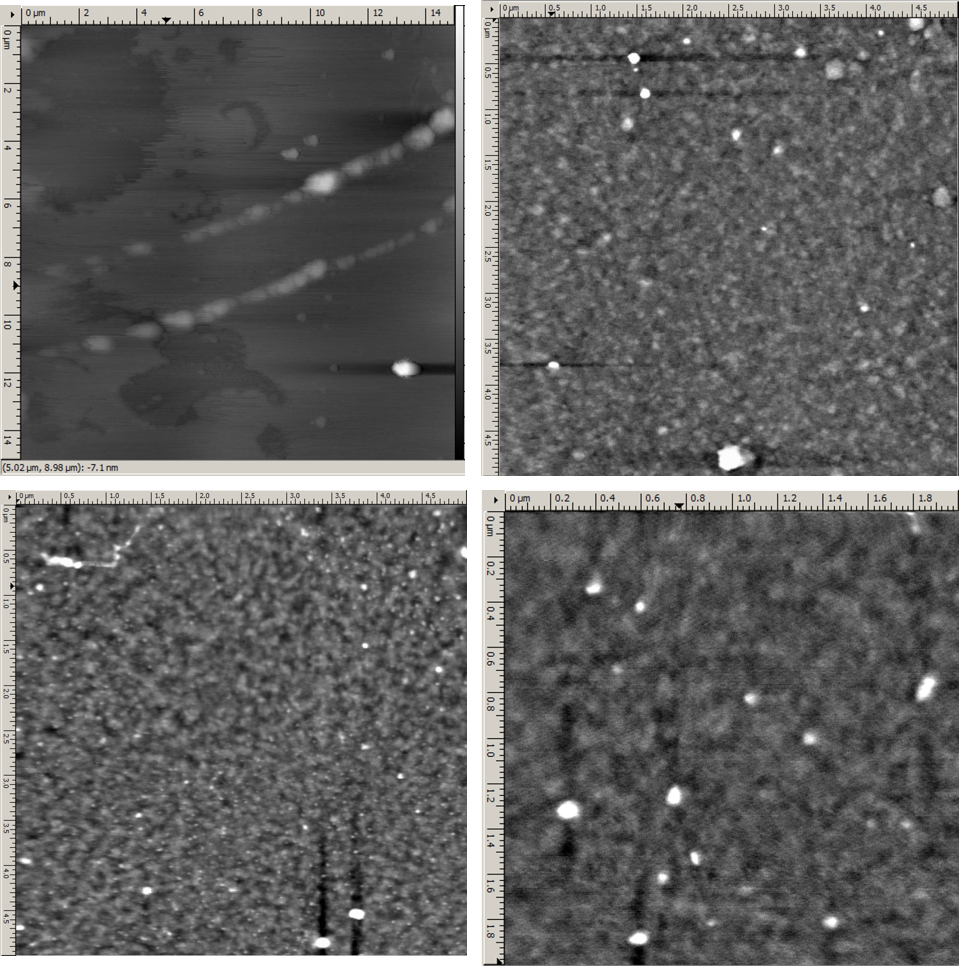
Artifacts introduced when large particles are not excluded from the line-leveling process.
2. Electronic noise
Artifacts from electronic noise appear as high frequency oscillations or repeating
patterns. These arise due to lack of grounding or broken electronic components in
the system. Accumulation of electrostatic charge, owing to lack of grounding, on the sample surface can easily influence the probe deflection. Such artifacts can be excluded by connecting the sample stage to the ground followed by changing the scan rate or changing cantilever's vibration frequency a little. If the noise still persists, one might have to examine the electronics. Another common cause of electronic noise is high gain value in GPID parameters of z piezo-scanner.
Images below exhibit the effect of
not having the ground wire attached to the sample stage and/or having high gain value. Note that images are also ridden with artifacts other than high frequency oscillations. All of them will be addressed as we proceed.

AFM scans of step-terrace morphology on 0001 surface of alumina. The non-uniform lines are the steps whereas overlying uniform and periodic high frequency lines are the artifacts. In the third image, severity of artifacts render steps completely invisible (low frequency oscillations are not steps but artifacts from interference).
3. Chipped/Broken tip
There are several ways a tip can be chipped or broken. Some of the common reasons are: scanning a rough surface, using a high scan speed, fast tip approach, normal wear and tear over several scans. If the surface features are larger than the tip radius, a damaged tip often results in features blurred or resolved to a much lesser degree. If, however, the surface being scanned has features much smaller than the
dimensions (radius) of the tip, multiple images with peculiar shapes are usually seen. In such cases, it is effectively the surface that is scanning the tip and not the other way around. Therefore, the image exhibits the shape of the tip as particles on the surface now act as probes (being smaller than the tip).
For example, if the tip has a triangular cross-section and is damaged, particles with dimensions comparable to that of the tip will appear as triangular objects, as shown in the images below. If the tip is conical, the shape of particles in the scan will be different. It is quite possible to encounter other peculiar shapes depending on the way the tip is broken.
A few ways to avoid damaging the AFM probe:
- Do a slow tip approach. This can be achieved by decreasing the gain in GPID parameters for tip approach. Every AFM has these parameters.
- If the surface is unknown, maintain a larger than usual tip-surface distance during first scan. Use this data to determine a suitable tip-distance.
- Use slow scan speeds especially on rough or unknown surfaces.
- Avoid changing GPID parameters drastically during an ongoing scan.

4. Interference
If the surface being scanned is flat, the laser beam reflected off of the cantilever and some part of the surface may interfere. This interference introduces artifacts in the form of low frequency undulations on AFM image. Below are a couple of examples where the interference dominates the actual underlying surface features. The period of these
oscillations is typically close to the wavelength of the laser light.
The artifacts due to interference can be eliminated by moving the tip to a different location on the
surface.

5. Surface contamination
Contamination of the surface by
fingerprint, oil film, etc. can cause artifacts such as smearing of the
features or streaks in regions with sharp features as the tip may drag/pull
material while scanning. Such
artifacts can be eliminated by cleaning the sample with a suitable solvent.

6. Hysteresis
Ceramic piezo scanners often exhibit hysteresis meaning they respond differently when scanning the over the same feature in different directions. Hysteresis along z-direction can influence the tip motion across an edge or a step leading to erroneous measured heights. Unlike other artifacts, hysteresis along z-axis tends to enhance the image especially at edges by increasing apparent contrast and hence distorting the actual difference in heights. Hysteresis can be effectively suppressed by reducing the scan speed. If this does not work, one might have to resort to optimizing the GPID parameters. Images below exhibit the typical enhanced contrast across the 0001 alumina steps. Notice that the first two images also exhibit the electronic noise suggesting lack of proper sample grounding whereas the third one exhibits artifacts due to interference in addition to hysteresis.
Hysteresis along x (or y) direction generally appear as a line across the image in y (or x) direction. Third image, which is already processed to remove background, exemplifies this where the scan direction is along x-axis and hysteresis in this direction results in a line on the left side of the image. A fix to this problem would include optimization of GPID parameters along with a slow scan rate.
Hysteresis along x (or y) direction generally appear as a line across the image in y (or x) direction. Third image, which is already processed to remove background, exemplifies this where the scan direction is along x-axis and hysteresis in this direction results in a line on the left side of the image. A fix to this problem would include optimization of GPID parameters along with a slow scan rate.

7. Contaminated tip
A tip may gather dirt while scanning a dirty surface. These dirt particles act as secondary tip and usually result in repetitive pattern with peculiar shapes on AFM image. The details of particle shape on image depend upon the resultant geometry of the dirty tip. Sometimes it could also lead to triangle-shaped particles (as are observed with a chipped tip) in
the image. If luck is in favor, one could get rid of dirt by vibrating the tip vigorously or scanning a hard surface. However, changing the tip is usually a better option.

8. Background "Bow" or "Tilt"
Ceramic piezo-scanners
are non-linear devices, i.e. they respond non-linearly to
applied voltage. Due to this non-linearity, piezoelectric scanners move AFM probes over curved trajectories. Such a curved motion naturally results in a typical large “bow” like background in an AFM image. This background could range from several nanometers to a few mircons, thus, making it impossible to view finer surface features during an ongoing scan. This can be dealt with by turning ON the line-leveling feature located somewhere on AFM software. This feature subtracts bow line-by-line while the data is being accumulated. This, however, is only to facilitate live viewing and does not alter the original data which includes bow. One can eliminate the bow post-data acquisition using selective (to avoid streaks) line-leveling option in image processing software.


When the probe is not perpendicular to the sample surface, another type of background, known as "tilt", is introduced during data acquisition.This can be easily eliminated using area-leveling during image processing.

Example of a typical "bow". Here the z-piezo scanner is attached to sample stage.

Example of a "tilt" and image obtained after subtracting the background (area-leveling). Notice from the line-profile that "tilt" introduces a large background measuring in microns, however, details of a fraction of a nano-metre are retained after area-leveling.
These sources of background are inherent in the system and there is not much one can do to eliminate them by means other than post-acquisition image processing. The process of subtracting background is called as “leveling” or “flattening” the image.
9. Calibration and linearity
As stated above, ceramic piezo-scanners
are non-linear devices i.e. they move non-linearly to applied voltage as suggested in the figure below. If this non-linear nature of scanners is not accounted for in the xy plane, the image appears distorted. The effect becomes obvious when the surface contains even periodic pattern and will be present in scans of uneven surfaces but may not be as obvious. In order to eliminate such artifacts, we need to linearize the scanners. This can be achieved in two ways:

For example, if the z scanner is calibrated using a reference sample that has surface features 100nm high, it will not read correct values if one attempts to study surfaces that have features less than 10nm high. For a correct measurement, one would need to calibrate z piezo scanner with a reference surface that has features of the same order of magnitude as features that are to be studied.
- Using algorithms to model the non-linear response of scanners and then use this model to correct data acquired. Issue with this techniques is that response of scanners is dependent on factors such as scan rate, scan direction, offset, etc. which, together, generate a large number of possible combination of parameters, rendering algorithms complex and ineffective.
- A more reliable way is to use sensors which read the actual position of scanners in xy-plane during scanning and compare it with the intended position the scanner is supposed to be. A feedback circuit then applies a voltage proportional to the difference of these positions to move the scanners to the intended position.
Thus, linearization takes care of distortions, however, the job is not done yet. It is possible that the scanners are linearized but not calibrated. Due to non-linear nature of piezo-scanners, the calibration is not universal i.e. calibration done at 100nm is not applicable when studying features with dimensions measuring few nm. This often leads to erroneous measurements. For this reason, calibration done on x, y or z piezo-scanners using a reference sample with certain dimensions a, b and c (say) along x, y and z axes, respectively, is applicable only if the measurements are done in the neighborhood of a, b and c.
For example, if the z scanner is calibrated using a reference sample that has surface features 100nm high, it will not read correct values if one attempts to study surfaces that have features less than 10nm high. For a correct measurement, one would need to calibrate z piezo scanner with a reference surface that has features of the same order of magnitude as features that are to be studied.
10. Scanner Drift or "creep"
Piezo-scanners are electro-mechanical devices and exhibit a certain lag in response to the applied (or driving) voltage. When the variation in driving voltage is very fast, this lag renders the scanner unable change its position as rapidly as the driving voltage. This effect is known as "creep" and it manifests as a peculiar distortion in the image. If a surface has a pattern of parallel lines, then creeping shows up as bending of lines in the image. This bending is common in the beginning of a scan but could persist throughout the image depending upon the scan rate and surface features. Creep also causes drift while zooming into a specific region of a scanned area resulting as improper centering of the zoomed in region. As a result, the zoomed in image appears somewhat drifted or not centered as originally intended. This may not be an issue where the scan areas are large but could pose a problem with high resolution scans.

Along the z-direction, creep becomes apparent as overshoots across features with steep gradation in height such as step-terrace morphology on (0001) alumina or (001) STO, etc. These overshoots appear as enhanced contrast and could easily lead to over-estimation of heights of steep features. Artifacts due to creep can be avoided by scanning at a lower rate.

Scanner drift can also be caused due to local temperature gradients. Most AFMs vendors provide enclosures which are efficient in minimizing such undesired temperature gradients. However, caution must be exercised in cases where sample stages are attached to heaters or where probes are exposed to fluids.
Along the z-direction, creep becomes apparent as overshoots across features with steep gradation in height such as step-terrace morphology on (0001) alumina or (001) STO, etc. These overshoots appear as enhanced contrast and could easily lead to over-estimation of heights of steep features. Artifacts due to creep can be avoided by scanning at a lower rate.
Scanner drift can also be caused due to local temperature gradients. Most AFMs vendors provide enclosures which are efficient in minimizing such undesired temperature gradients. However, caution must be exercised in cases where sample stages are attached to heaters or where probes are exposed to fluids.
11. Vibrations
AFM probes are highly susceptible to vibrations. Vibrational noise such as those from a truck passing by or people walking on corridor or acoustic noise caused by people talking, etc. can easily influence an AFM image quality and often render image unusable. For this reason, It is imperative to isolate AFM from such external sources of noise. Most AFM enclosures provided by vendors are designed to provide an efficient isolation from external noise.

12. Lack of proper centering
The range of motion of a piezo scanner is determined by the gain value of the sensor (strain gauge) attached to that scanner. (This gain is different from the gain in GPID parameters. ) Before beginning the scan, it is imperative to ensure that the sample surface lies at the center of this range. If the surface lies close to any extremity of this range, the probe may go into open loop feedback while scanning. This shows up as a part of the image being completely blank as shown in the image below.

Effect of not having the sample surface centered at the z-piezo range.
13. Lack of proper feedback
Images below are typical examples of not having optimum GPID parameters. The first image exhibits smearing of features in certain regions of the image. This is due to low gain value for z piezo-scanner. Whereas the second image demonstrates the effect of low gain value for xy piezo-scanners (this type of artifact can be eliminated using selective line-leveling along y-direction). Feedback parameters, which include GPID, determine the response of a probe to the surface features during scanning process. Requirements for optimum response of a probe depend on the type of surface being scanned. Severity of artifacts depend on how far GPID parameters are from optimum values. Along with GPID parameters, other factors that affect image quality are scan speed, amplitude of probe vibration and dampening (in AC mode), deflection (in DC mode), calibration and linearity. All of these parameters are surface specific in AFM.

All of the AFM scans used in this article were produced in Complex Oxides and Multiferroics Lab (Xiaoshan Xu's group) at Department of Physics and Astronomy, University of Nebraska-Lincoln.
great stuff
ReplyDeleteThank you so much for the very informative content .
ReplyDeleteWforteZav-fu_Portland Brenda Anderson https://wakelet.com/wake/TyJNwlgBpZUt1v4wJuTzP
ReplyDeletertherynmensio
conconYcon_mu-1993 Carlos Ruiz
ReplyDeleteprogram
carnidoma